Virtaustehokkuus ja resurssitehokkuus. Kuulostaa lupaavalta, kun puhutaan virtaustehokkuudesta. Kaksi sanaa, jotka tuovat mieleen rahantekemisen. Virtaus tuo mieleen liikkeen – arvon tuottamisen – ja samalla, kun se vielä tehdään tehokkaasti.
Tätä on Lean -kirjassa esiteltiin kaksi tehokkuuden näkökulmaa samassa kuvassa, ja näistä muodostettiin nelikenttä. Nelikenttäanalyysi auttaa sijoittamaan yrityksiä, organisaatioiden prosesseja, resurssien kuormituksen ja ajan käytönsuhteen alueelle, mutta pahimmillaan ajatellaan, että siirtyminen kentän osasta toiseen on vain tahdonasia.
Kirjavuutta esiintyy edellä mainittujen termien tulkinnassa. Seuraavana määritellään termit, jonka jälkeen voidaan tulkita nelikenttää ja arvioida, mitkä tekijät ajavat organisaatioiden prosessit tietyille alueille.
Virtaustehokkuus ja resurssitehokkuus
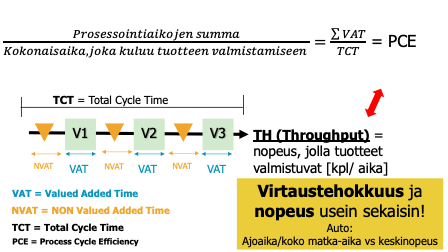
Virtaustehokkuus – PCE: Process Cycle Efficiency
Virtaustehokkuus kuvaa suoraan jalostavan ajan osuutta prosessin kokonaisajasta (kuva 1).
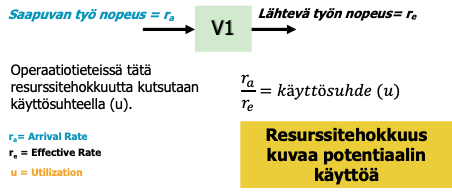
Resurssitehokkuus ~ Utilization
Resurssitehokkuus on monikäsitteisempi termi kuin virtaustehokkuus. Tällä pyritään kuvaamaan tuottavuutta: tuotos-panos-suhdetta. Yksi, mutta ei ainut tapa, käsitellä resurssien käyttöä on tarkastella prosessin kohdistuvan kysynnän ja prosessista valmistuvien töiden nopeuksien suhdetta (kuva 2).
Nelikenttä ja tehokkuusreuna
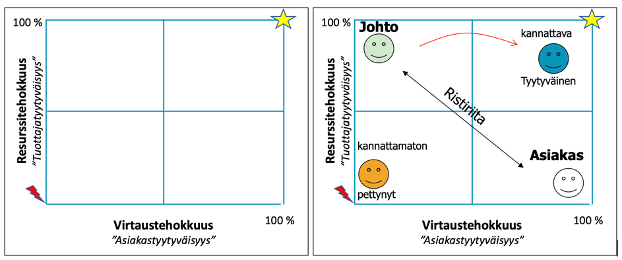
Nelikentän (kuva 3) oikea yläkulma kuvaa ideaalitilaa, jossa asiakkaat saavat haluamansa tuotteen viipymättä ja tuottajan resurssit ovat täysin käytössä. Tämä tila edellyttäisi tilaa, missä ei ole vaihtelua. Käytännössä mahdoton tila.
Vasen alakulma kuvaa tilaa, jossa asiakas joutuu odottamaan ”äärettömän” kauan tuotetta suhteessa siihen mitä sen tuottamiseen kuluu aikaa. Samalla resurssit ovat alhaisella käytöllä. Resurssien määrä on ”äärettömän” korkea suhteessa kysyntään.
Yksinkertaistettuna virtaustehokkuus voisi tarkoittaa asiakastyytyväisyyttä ja resurssitehokkuus tuottajatyytyväisyyttä.
Usein kuvitellaan, että voidaan valita paikka ja pompata ruudusta toiseen. Vaihtelu aiheuttaa systeemissä sen, että virtaus- ja resurssitehokkuus pyrkii valumaan kohti vasenta alareunaa. Tämä on sama asia kuin fysiikassa termodynamiikan 2. laki: epäjärjestys lisääntyy suljetussa systeemissä. Kotia pitää siivota, vaatteet tulee pestä ja viikata, ne eivät tapahdu itsestään.
Resurssien käytön ja asiakasodotusten välillä on olemassa selkeä ristiriita. Halutaan nopeat toimitukset (virtaustehokkuus) korkealla resurssitehokkuudella. Harva tietää, että kitkana ja este matkalla kohti ideaalitilaa on vaihtelu.
VUT-yhtälö, joka tunnetaan myös Kingmanin yhtälönä missä sidotaan yhteen vaihtelu (V), käyttösuhde (U) ja aika (T), auttaa kuvaamaan tehokkuusreunan. Reuna on raja, jonka paremmalle puolelle ei päästä kuin vaihteluolosuhdetta muuttamalla. VUT-yhtälöön voi tutustua tarkemmin artikkelissa: Kaizen, Ohno ja VUT.
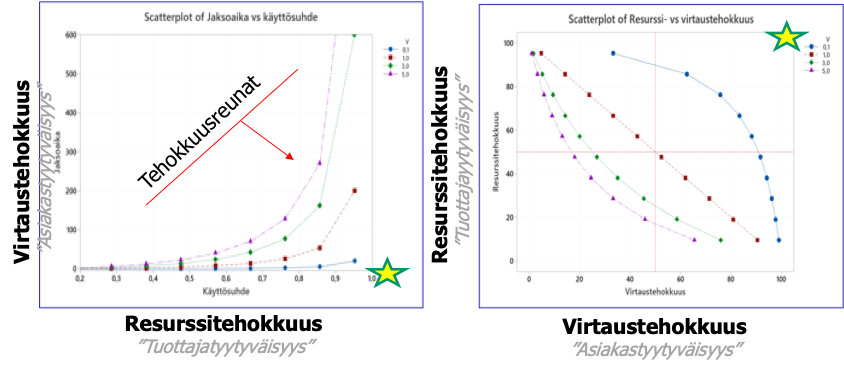
Vaihtelun pienentäminen siirtää tehokkuusreunaa parempaan, ja jos samalla tehdään operaatioissa oikean suuntaisia toimenpiteitä, voidaan hyöty mitata joko parempana virtaustehokkuutena tai resurssitehokkuutena tai sekä että sopivassa suhteessa.

Tietotaito, joka liittyy vaihtelun tunnistamiseen, tilastollisiin työkaluihin ja operaatioihin on tehokas ja hyödyllinen apu reaalituottavuuden kehittämisessä.
Artikkelin on kirjoittanut Antti Piirainen (DI, laatutekniikan asiantuntija, johtava kouluttaja). https://www.linkedin.com/in/antti-piirainen/
Lähteet:
- Modig, N. & Åhlström P. Tätä on Lean – Ratkaisu tehokkuusparadoksiin, 2013
- Piirainen, A. Vaihtelu, 2014
- Edwards Pound, Jeffery Bell, Mark Spearman; Factory Physics for Managers – How Leaders Improve Performance in a Post-Lean Six Sigma World, 2014

Tehdasfysiikan kirjallisuutta
Tilaa uutiskirje
Liity postituslistalle ja saat ajankohtaista tietoa tehdasfysiikasta ja laatutekniikoista sekä laadun kehittämisestä suoraan sähköpostiisi.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.
Liittymällä postituslistalle hyväksyt Quality Knowhow Karjalainen Oy:n tietosuojaselosteen ja Quality Knowhow Karjalainen Oy voi lähettää sinulle ajankohtaisia artikkeleita, videoita sekä tietoa ja tarjouksia kursseista, kirjoista sekä ohjelmistoista.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.