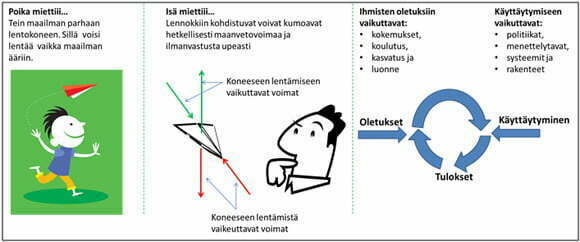
Mielenmallien vaikutus siihen kuinka tulkitsemme näkemäämme
Mitä mielenmallit tarkoittavat? Ne ovat henkilön oletuksia siitä, kuinka maailma toimii. Mielenmallit vaikuttavat siis siihen, kuinka henkilöt ymmärtävät näkemänsä ja kokemansa sekä kuinka he toimivat. Ihmisten oletukset siitä, miten maailma toimii, perustuvat heidän kokemukseensa, koulutukseensa, kasvatukseensa ja luonteeseensa. Mielenmallit ovat lasit, joita käytämme ja jotka suodattavat sekä usein myös vääristävät todellisuutta. Ihmisten käyttäytymistä säätelevät useat eri seikat. Ihmisillä on erilaisia oletuksia, joista muodostuu yritysten politiikat, menettelytavat, systeemit ja rakenteet.
Tuottavuuden ja laadun parantamisen yhteydessä on tärkeää, että päättävissä asemissa olevien henkilöiden mielenmallit perustuvat fysikaalisiin lainalaisuuksiin, koska nämä ovat universaaleja periaatteita. Parannettavan kohteen tarkastelu lainalaisuuksien ”linssien läpi” nostaa onnistumistodennäköisyyttä. Onnistuminen kasvaa, koska nykyisen toimintatavan analysoiminen syvenee ja lähestyy todellisuutta. Ei-toivottuja tiloja ei selitetä mystiikalla vaan pyritään ymmärtämään mitkä seikat voivat johtaa havaittuun ilmiöön. Onnistumista parantaa myös suoritettavien toimenpiteiden kohdistaminen oikeisiin kohtiin, todellisiin syihin. Tohtori W.E. Deming kirjoittikin aikoinaan seuraavasti: ”toimenpiteet ilman teoriaa eivät ole mitään”. Toisaalta, jos on teoria mutta ei tehdä mitään toimenpiteitä, ei sekään johda mihinkään.
Deming kirjoittaa molemmissa kulttiteoksissaan (Out of The Crisis ja The New Economics) ajattelutavan muutoksen vaikutuksesta muutokseen (transformation). Miksi muuttua? Muutos on taas välttämätöntä selviytymisen kannalta. Evoluutioteorian mukaankin muutoskykyisimmät selviävät, eivät vahvimmat. Kaikille organisaatioille muutos on välttämätöntä. Samat ”pelisäännöt” eivät päde kilpailuympäristössä vuosikymmenestä toiseen, vaan organisaation täytyy mukautua.
Deming kuvasi ajattelun merkityksen roolia kolmella laatikolla: ajattelu (thinking), systeemi (system) ja työkalut (tools). Ajattelu on alin ja suurin laatikko. Välissä on systeemilaatikko, joka kuvaa todellisuutta eli sitä maailmaa jossa olemme ja elämme. Systeemin reunat rajoittavat toimintaamme ja määrittävät tuloksen. Systeemiä täytyy ymmärtää ja muutoksia täytyy suorittaa siihen, jos halutaan parantaa tulosta. Työkalut lepäävät systeemilaatikon päällä kuin kirsikka kakun päällä. Työkalujen avulla voidaan tutkia ja tehdä toimenpiteitä systeemiin, mutta oleelliseksi tulee kuinka ymmärrämme (thinking) ja toimimme systeemin kanssa. Mielenmallit määrittävät, kuinka ymmärrämme systeemiä ja miten voimme soveltaa työkaluja systeemiin. Tietotaito (knowhow), jota oppimisella voidaan kasvattaa, vaikuttaa voimakkaasti mielenmalleihin. En muista mistä olen lukenut, mutta mieliajatukseni on seuraava: ”kun tieto loppuu niin mielipiteet vahvistuvat”.
Esimerkki 1: Prosessin läpimenoajan arvioiminen
Leanin yhteydessä käytetään usein työkaluja. Työkaluja käytetään apuna, kun pyritään ymmärtämään kokonaisuutta eli systeemiä. Se, mitä informaatiota työkalut antavat, riippuu osin mielenmalleista. Seuraavana käydään läpi kaksi erilaista esimerkkiä, kuinka puutteelliset mielenmallit ja lainalaisuuksien tuntemattomuus saattavat johtaa vääriin johtopäätöksiin ja toimenpiteisiin. Ensimmäinen esimerkki käsittelee arvovirtakuvauksen tulkintaa. Toinen esimerkki käsittelee valmistuneiden tuotteiden valmistumisen arvioimista (palvelujen valmistumista).
Esimerkki 1. Läpimenoajan tunnistaminen ja sen aiheuttajan diagnostisoiminen
Prosessi valmistaa tuotteita kolmessa prosessivaiheessa. Asiakkaalle tuotteet toimitetaan lopputuotevarastosta. Prosessin kysyntä on keskimäärin 125 kpl per päivä.
Analyysi ja diagnoosi 1
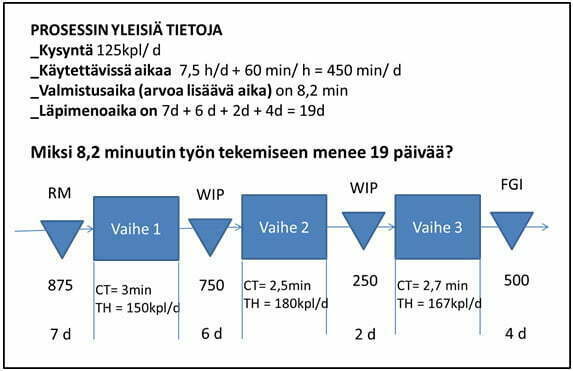
Prosessin vaihe 1 vaikuttaa prosessin pullonkaulalta, koska sen läpimeno (TH, eli throughput) on alhaisin. Kapasiteetti näyttäisi riittävän, koska pullankaulan läpimeno on korkeampi kuin kysyntä. Prosessi tekee ylituotantoa, josta seuraa korkea varastotaso ja pitkä läpimenoaika. Päätetään rajoittaa tuotantoa.
Analyysi ja diagnoosi 2
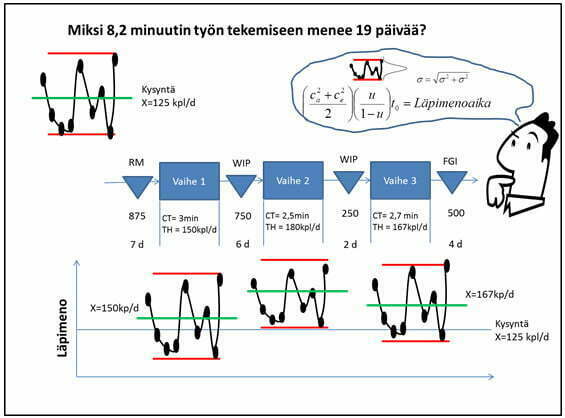
Samaa nykytilakartoitusta voidaan tulkita toisin. Edellisessä analyysissä käsiteltiin vain keskiarvoja. Jos keskiarvojen sijaan mielenmallit ohjaavatkin esim. Kingmanin kaavan ja hajonnan ymmärtämisen erilaisiin kysymyksiin. Johtopäätös voi poiketa analyysistä ja diagnoosista yksi.
Tässä artikkelissa ei käsitellä Kingmanin kaava tarkemmin. Kaavan idea on, että kaava ohjaa kysymyksiin eli teoriat ja lainalaisuudet ohjaavat ajattelua. Kysymykset voisivat olla:
- Kuinka paljon kysyntä vaihtelee?
- Kuinka paljon prosessivaiheiden jaksoajat vaihtelevat?
- Onko prosessivaiheita kuormitettu liian paljon?
- Selittyykö pitkä läpimenoaika pitkällä prosessointiajalla?
Tarvitaan lisää tietoa. Nykyinen tieto ei riitä vastaamaan edellä esitettyihin kysymyksiin. Diagnoosi on siis mahdoton tehtävä nykyisillä tiedoilla, jos haluat tehdä sen mielenmalliesi pohjalta.
Edellä esitettyihin kysymyksiin vastaamisen jälkeen, tarkastelet todennäköisesti nykyistä toimintamallia uusien linssien läpi. Ymmärretään nykyistä toimintamallia eritavalla. Havaitaan mahdollisesti, että nykyiseen tilaan on ajauduttu. Varastot ja pitkä läpimenoaika on luonnollinen seuraus. Tämä nykyinen toimintatapa voi olla keino vastata kysyntään nykyisellä toimintamallilla. Jos tuotantoa aletaan rajoittaa tai varastotasoja laskemaan, voi tästä seurata läpimenon keskiarvon laskeminen ja vaikeudet vastata asiakaskysyntään.
Esimerkki ei ole kattava ja kaikkia asioita huomioiva. Esimerkin tarkoituksena on kuvata, kuinka esim. Kingmanin kaavan ja vaihtelun tunnistaminen avartaa katsontakantaa ja auttaa laajentamaan analyysiä niistä syistä miksi läpimenoaika on 19 päivää. Ilman lainalaisuuksien tuntemusta, ymmärrystä, voidaan ajautua hakoteille ja aiheuttaa toiminnalla enemmän haittaa kuin hyötyä.
Esimerkki 2: Läpimenon vaihtelun tutkiminen
Jatketaan esimerkin yksi tarkastelua. Otetaan tarkasteluun läpimeno, koska mielenmalli (pullonkaula tunnistettu = rajoittava tekijä) ohjaa toimenpiteet vaiheen yksi läpimenon tarkasteluun. Halutaan syventää ymmärrystä läpimenon käyttäytymistä. Kerätään tästä tietoa ajan yli. Havaitaan päiviä, milloin toisina päivinä valmistuu enemmän ja välillä vähemmän.
Analyysi ja diagnoosi 1
Ensimmäisenä päätetään aloittaa vertaamaan kysynnän (150 kpl/ päivä) ja läpimenon välistä poikkeamaa. Jos läpimeno on pienempi kuin kysyntä, vaaditaan selitystä ja toimenpiteitä kysynnän kasvattamiseksi. Täytyyhän olla jokin syy, joka selittää sen, että kysynnän tasolle ei ole päästy. Jokaisen poikkeaman selittäminen on konsepti ja teoria, kuinka läpimenon määrää kasvatetaan. Looginen, mutta toimiiko?
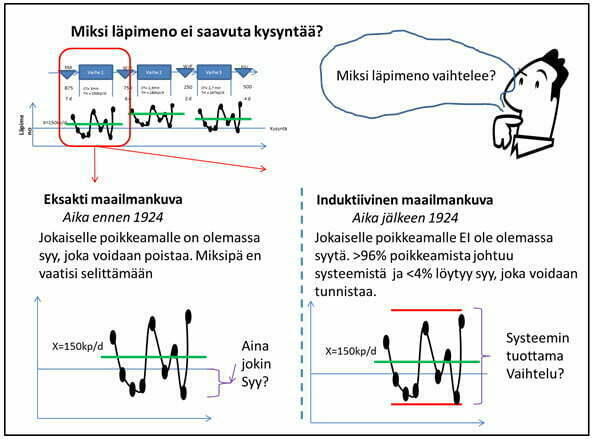
Analyysi ja diagnoosi 2
Prosessin ulostulo vaihtelee paljon suhteessa tavoitteeseen, mutta ulostulo on tilastollisessa ohjauksessa eli stabiili. Tarkasteluvälillä ei ole havaittavissa yhtä syytä (erityissyytä), josta poikkeamat voivat johtuvat, vaan poikkeamat selittyvät systeemiperäisillä satunnaisilla muutoksilla.

Käytännössä tämä voi tarkoittaa kysynnän vaihtelulla (laji ja määrä muutoksilla), häiriöillä, nopeusmuutoksilla, laatuvioilla tms. Yksittäisten oikeiden toimenpiteiden toteuttaminen johtaa todennäköisesti vaihtelun kasvamiseen ja tilanteen huononemiseen.
Toimenpide voisi olla ottaa tilastollisen prosessinohjauksen konsepti päivittäiseen johtamiseen. Tämä auttaisi selvittämään milloin on epänormaali tila ja milloin normaalitila. Se parantaisi ennustettavuutta sekä helpottaisi pullonkaulan tunnistamista, jos tämä konsepti laajennetaan koko prosessiin. Ajatusta tukee Demingin esitys SPC:n käyttöönoton laajentamisesta johtamiseen. Hänen mukaan, jos SPC:ta käytetään vain tuotelaatuun, saavutetaan vain 3 % hyödyistä. Jos SPC integroidaan johtamiseen, potentiaali on valtava.
Yhteenveto
Kasvatuksen ohella koulutus on yksi keskeisimmistä keinoista vaikuttaa mielenmalleihin. Usein koulutus nähdään teorian tuomisena ja käytäntö pidetään tästä erillisenä. Tätä kutsutaan dualistiseksi ajattelutavaksi. Tosiasiassa teoria selittää ja auttaa ymmärtämään käytäntöä paljon nopeammin ja tehokkaammin kuin käytäntö. Toki käytännöstäkin voi oppia, mutta riittääkö meillä aika. Mitä syvällisimmin ymmärretään teoriaa, sitä helpompi teoriaa on soveltaa käytäntöön. Usein teoriat ohjaavat kysymyksiin sekä ohjaavat analyysiä syistä mistä havaittu ilmiö voisi johtua.
Koulutusta voidaan tukea demonstraatioin. Demingin käytti suppilokoetta opettaessaan vaihtelua. Suppilo kokeen avulla on helppo havaita, kuinka järjetöntä on selittää systeemiperäistä poikkeamaa ja kuinka satunnaisiin poikkeamiin reagoiminen vaikuttaa vaihteluun. Suppilokoetta voidaan demonstroida Quincunxilla, joka on Sir Francis Galton kehittämä. Ohessa on YouTube -video jossa Quincunxilla demonstroin satunnaista vaihtelu ja satunnaisiin poikkeamiin reagoimisen vaikutusta prosessin ulostuloon.
Lähteet:
- Cox III, J. & Schleier, J. 2010. Theory of Constraints Handbook. McGraw-Hill.
- Deming, W. E. 1982. The Out of the Crisis. Massachusetts Institute of Technology Central for Advanced Engineering StudyCambridge.
- Deming, W. E. 1993. The New Economics. Massachusetts Institute of Technology Central for Advanced Engineering StudyCambridge.
- Georgantzas, N. C. & Katsamakas, E. 2008. Tampering dynamics: SD-SPC insight. Human Systems Management 27. 2008. p.89-108.
- Hopp, W. J. & Spearman, M. L. 2008. Factory Physics third edition. McGraw-Hill Irwin.
- Modig, N. & Åhlström. 2012. This is Lean Resolving the Efficiency Paradox. Bulls Graphics AB. Halmstad, Sweden.
- Pascal, Dennis. 2006. Getting the Right Things Done. Lean Enterprise Institute, Inc.
- Rother. M. 2003. Learning to See. Lean Enterprise Institute, Inc.
- Rother. M. 2010. Toyota Kata. McGraw-Hill.
- Shewhart, W. A. 1939. Statistical Method from the Viewpoint of Quality Control. Dover Publication Inc. New York. USA.
- Wheeler, D. J. 2009. Twenty Things You Need to Know. SPC Press, Knoxville, Tennessee.
- Wheeler, D. J. 2010. Reducing Production Costs. SPC Press, Knoxville, Tennessee.

Tilaa uutiskirje
Liity postituslistalle ja saat ajankohtaista tietoa tehdasfysiikasta ja laatutekniikoista sekä laadun kehittämisestä suoraan sähköpostiisi.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.
Liittymällä postituslistalle hyväksyt Quality Knowhow Karjalainen Oy:n tietosuojaselosteen ja Quality Knowhow Karjalainen Oy voi lähettää sinulle ajankohtaisia artikkeleita, videoita sekä tietoa ja tarjouksia kursseista, kirjoista sekä ohjelmistoista.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.